

BR-CJJ-B創意型齒輪綜合加工傳動分析實訓臺
一)實驗項目:
插齒滾齒一體機傳動原理創新分析。
插齒滾齒一體機構運動分析(繪制機構運動簡圖用計算傳動比)。
齒輪切制實訓:學生可分別用插齒、滾齒加工方法切制蠟制毛坯三種齒數的標準、正變位、負變位齒輪共9種。
對比分析標準齒輪、正變位齒輪、負變位齒輪的加工特點。對比分析根切齒輪和不根切齒輪的齒形特點。
機械傳動裝置的裝拆實驗。
機械參數(齒輪參數、尺寸公差及形位公差)測定實驗。
二)基本結構:
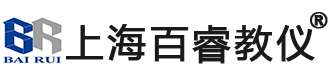
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 創意型齒輪綜合加工傳動分析實訓臺
? ??本機由機箱、電機、變速機構、滾插切換齒輪機構、滾齒機構、齒坯托盤機構、插齒機構等組成。
1.機箱采用2mm厚的優質冷軋鋼板經鈑金制造而成,尺寸:長840X寬460X高665mm,下部配四組符合國家標準GB/T14688的?50工業腳輪;上部配置長1000X寬566X厚15mm的硫化臺面板,前部設有標準控制箱,后部設置柜門,機箱內可放置工量具。
2.電機:功率P=90W,轉速n=無級變速:0—180? r/min
3.變速機構:
滾插切換齒輪機構
滾齒機構
齒坯托盤機構
插齒機構
主要功能:
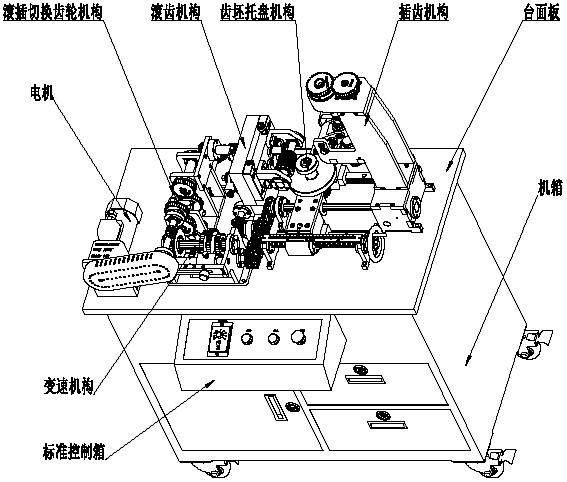
1.本實訓臺機械傳動路線圖見下圖:
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 圖:??BR-CJJ-B?創意型齒輪綜合加工傳動分析實驗臺傳動路線圖
?? ?本實訓臺只安裝一臺90W減速電機,動力由V帶傳I輸出后,分流1-3-4和1-2-14兩條路線后,再次分流成9-10-11-12-13和5-6-9-8,20-21-22-23-24-25和15-16-17-18-19及15-26-28共五條傳動路線,帶動托盤的左右移動(分別實現滾齒,插齒的進給運動)另外還有手動螺旋傳動五條傳動路線間的速比是嚴格關聯的。
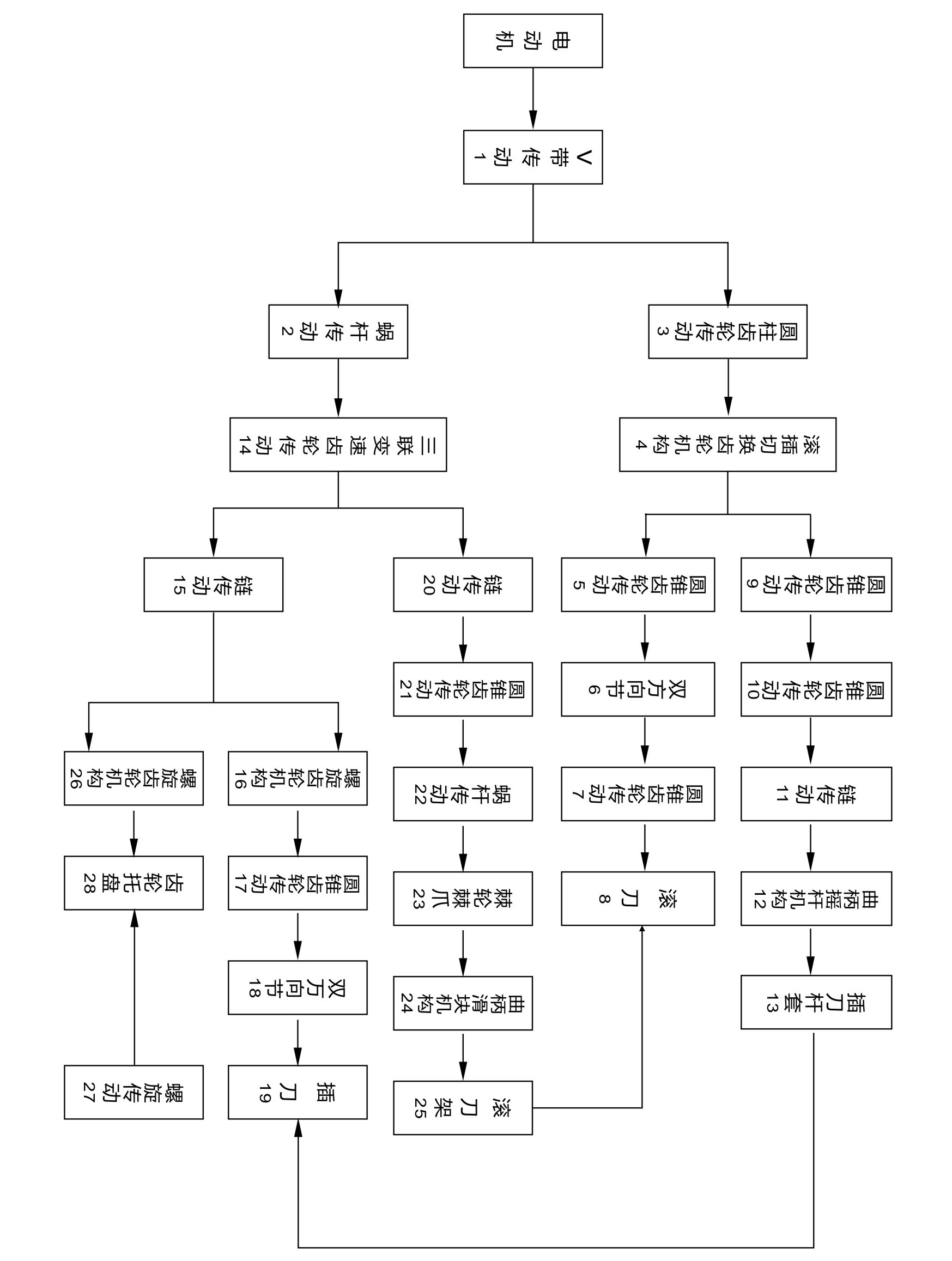
本實訓臺機械傳動機構動動簡圖見下圖
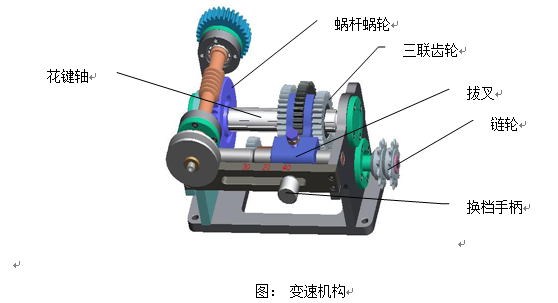
2.滾插切換齒輪機構4
本實訓臺減速電機配帶無級調速器,輸出轉速從0~100%無級可調,電機的回轉運動及動力經V帶傳動1,傳至蝸桿傳動2,進行一級分流,一路是蝸桿軸端圓柱齒輪傳動3,傳到換檔齒輪機構4,換檔齒輪機構見下圖。
圖: 滾插切換齒輪機構4
??當滾插切機構的撥叉撥至最左位置時,動力徑4-5-6-7傳給滾齒刀8,其轉速等于電機轉速遞;當撥叉撥至最右端時,動力經9-10-11-12-13傳至插刀桿套,使插刀作上下切削運動和刀運動,曲柄搖桿機構12的曲柄轉一周,插齒刀完成一個插齒工作行程-退刀-回程-回位運動循環,曲柄轉速與電機轉速相同;當撥叉撥至中間位置時,換檔齒輪不嚙合,既不能滾齒也不能插齒。
3.變速機構
另一路是動力經蝸桿傳動2減速(1:40)后,由蝸輪軸上花鍵部分傳給可滑動的三聯齒輪,三聯齒輪傳動14可分別按36:24、40:20、30:30三檔輸出。經鏈傳動20,由20-21-22-23-24帶動滾刀架上下運動,從而實現滾齒的切削運動;經鏈傳動15,由15-16-17-18-19帶動插刀轉動,由15-26帶動齒坯托盤轉動。本實訓臺插刀轉速與齒坯托盤轉速相同,所以插制的齒輪齒數與插刀齒數相同,對應三聯齒輪變速的三個檔次,更換插刀和毛坯,可插出z=20、30、40的三種齒輪。變速機構見圖6示。當變速撥叉撥至“20”位置時,可以滾出z=20的齒輪;當變速撥叉撥至“40”位置時,可以滾出z=40的齒輪;當變速撥叉撥至“30”位置時,速比為2:3,滾刀與齒輪毛坯轉速不匹配,產生亂齒現象。
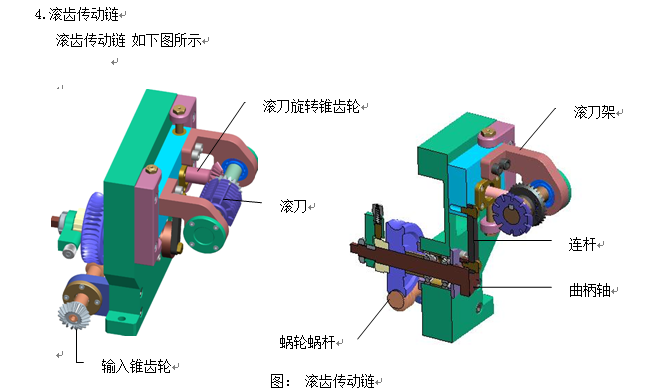
滾齒加工時,刀具與齒坯之間必須有三個相對運動:范成運動(刀具齒坯的轉動),切削運動(刀具的上下運動)和進給運動(工件的移動)。
?滾齒傳動鏈完成滾刀的兩個運動:一是滾刀8的旋轉運動,由傳動路線2-3-4-5-6-7,7的從動錐齒輪帶動滾刀8軸旋轉;二是滾刀的上下運動(切削運動),由傳動路線2-14-20-21-22-23-14,曲柄滑塊機構14的滑塊與滾刀架固連,實現滾刀架在機架導軌中的上下移動,曲柄轉一周,滾刀架上下移動一次,設計行程為30mm。
5.插齒傳動鏈
插齒傳動鏈如下圖所示
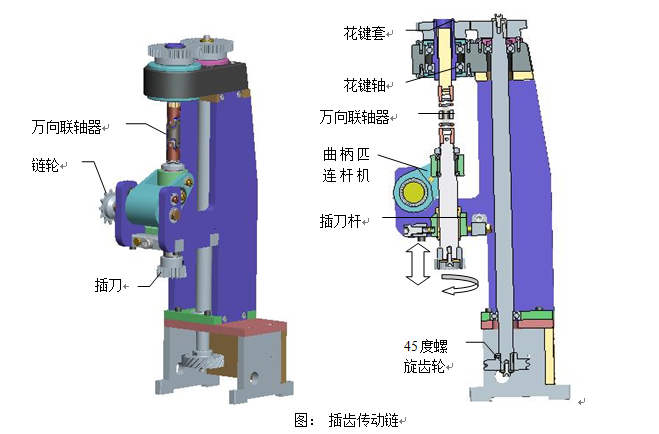
插齒加工時,刀具與毛坯之間必須要有四個相對運動,即范成運動(刀具與毛坯的轉動),切削運動、進刀運動和讓刀運動。
插齒時插刀除轉動外還有上下的切削運動與讓刀運動。插刀的轉動是由—對螺旋曲柄轉動16—直齒圓錐齒輪傳動17帶動花鍵套—花鍵軸—萬向聯軸器—插刀桿轉動。
插齒時插刀與讓刀除自轉外還有上下的切削運動。插刀自轉是由一對螺旋齒輪將動力傳入,經一對直齒圓柱齒輪運動反向后帶動花鍵套、花鍵軸、萬向聯軸器,插刀桿旋轉。
本機設計采用了曲柄搖桿機構來實現插刀的上下切削運動及讓刀運動。由鏈輪將動力輸入,帶動曲柄輪轉動,連桿上與插刀桿套上連接點的軌跡符合切削運動—讓刀運動的運動軌跡。
6.齒坯托盤傳動鏈
齒坯托盤傳動鏈如下圖所示
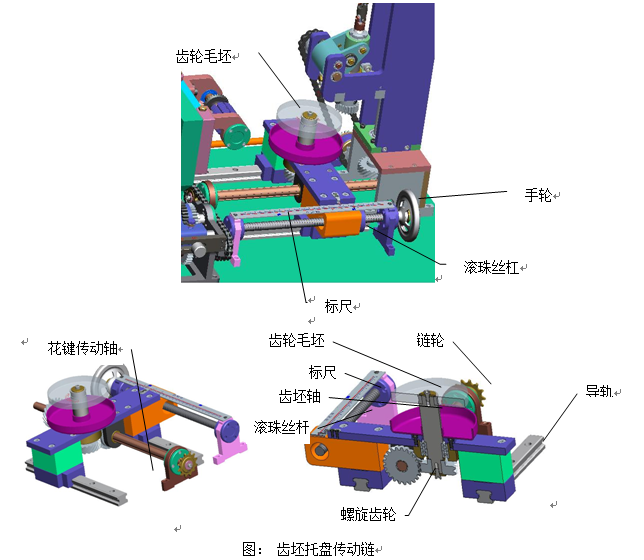
本實訓臺滾齒和插齒共用一個齒坯托盤28,齒坯托盤上安裝被加工齒輪毛坯。齒坯托盤必須能夠轉動(范成運動的一部分)和移動。其轉動是由三聯齒輪變速傳動14經鏈傳動15—螺旋齒輪傳動26帶動的,插齒時其轉速與插刀轉速相同;其移動一方面是實現滾齒與插齒轉換時,將齒坯移到滾齒或插齒工位,另一方面是實現滾齒或插齒加工時的進給運動,還可實現加工齒輪的正變位或負變位。齒坯托盤的移動是手動進行的,手輪轉動滾蛛絲杠傳動27,拖動齒坯托盤在滑軌上左右移動,移動量由指針和標度刻尺來控制。
7.曲柄搖桿機構12
???插齒加工時,插刀上下往復運動,其向下運動為切削運動,其向上運動是回程。為了避免回程時刀具擦傷工件剛加工好的齒面和減少刀具的磨損,回程時刀具與工件之間應離開一定的間隙,而在回程結束后下一個切削行程開始之前,插刀應恢復到達原位,插刀的這種讓開和恢復原位的運動稱為讓刀運動。
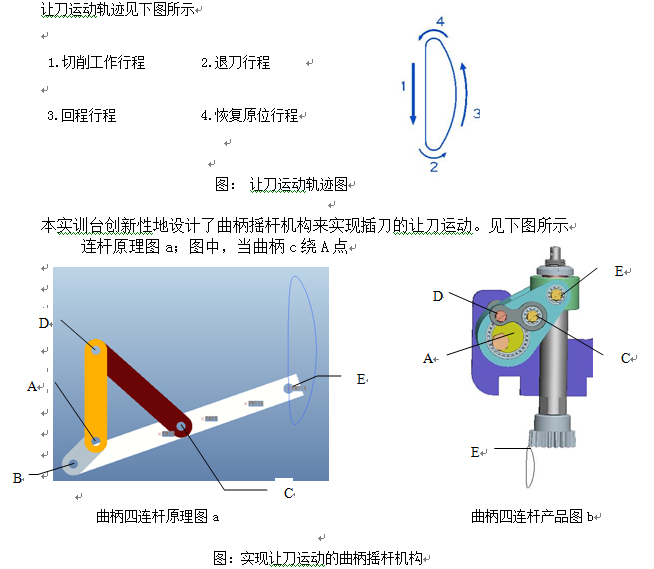
鏈傳動11的從動鏈輪軸帶動曲柄A B繞A點轉動,搖桿C D繞D點擺動,連桿B C做平面運動。通過機構綜合,即調整A B、B C、C D、A D及C E的長度尺寸,伎連桿B C上的一點E(在B C延長線上)的軌跡呈“D”型,符合插刀的讓刀運動要求。
曲柄連桿機構12運動簡圖如下圖所示
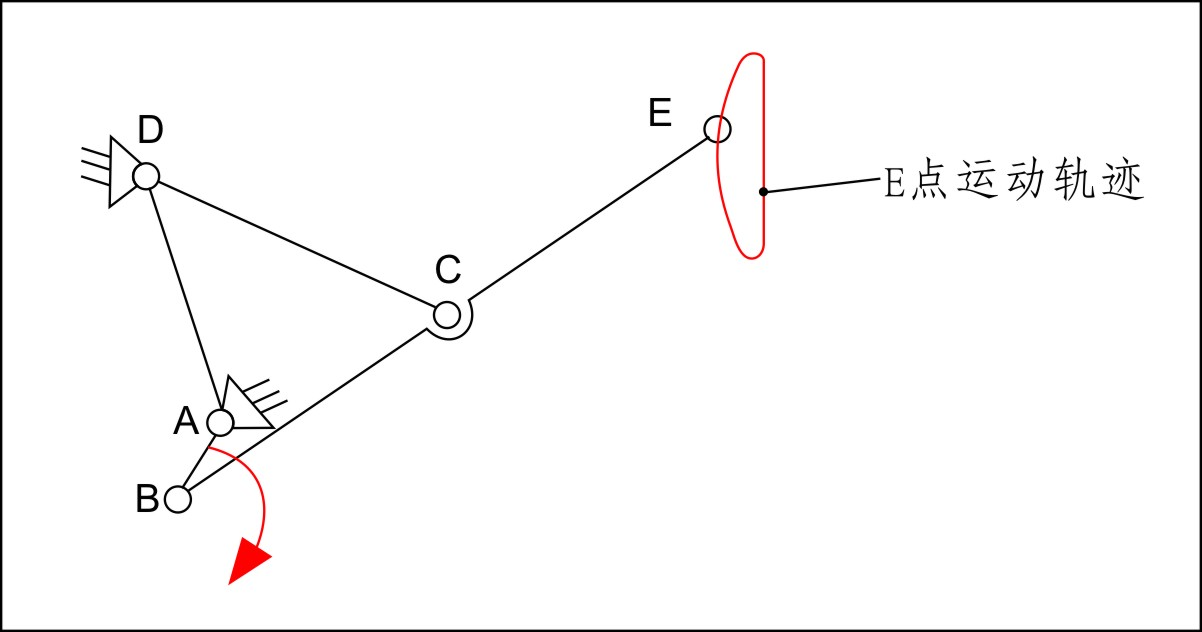
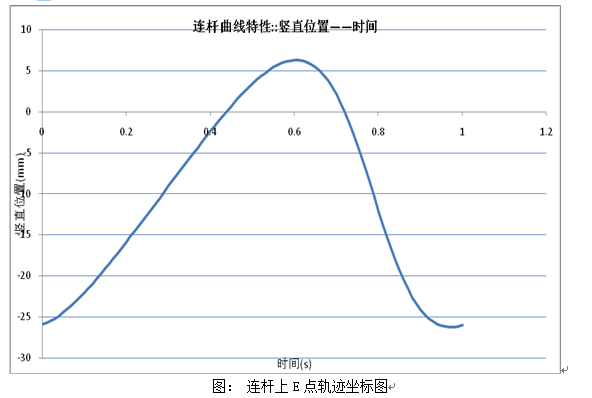
圖:曲柄搖桿機構12的運動簡圖下圖為插齒過程中,連桿上E點軌跡在高度—時間坐標上的位置曲線。從圖中可以看出:切削工程行程時間較回程行程時間長,這樣實現“快回”,節省時間,插刀在豎直方向上的運動距離約為H=6.8-(-26.2)=33mm.
??
技術參數:
滾制齒輪參數:
m=2 z=20
m=2 z=30
m=2 z=40
插制齒輪參數:
1)m=2 z=20
2)m=2 z=30
3)m=2 z=40
3.體積:長×寬×高=1000×706×1345(mm)
4.凈重:67kg
5.電機功率:90W
6.電壓:? 220V±10%??
7.工作轉速:無級變速:0—180? r/min
 售前咨詢熱線
售前咨詢熱線