
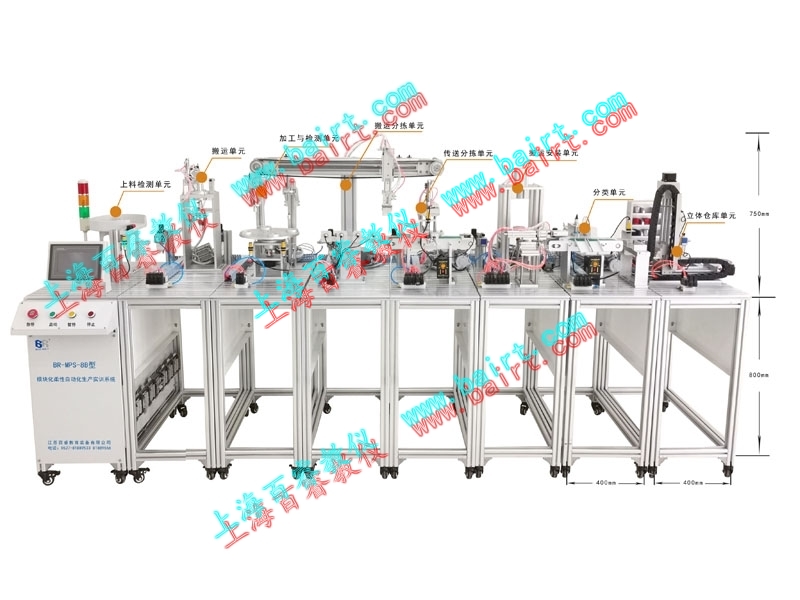
BR-MPS-8B模塊化柔性自動化生產實訓系統在MPS-8A基礎上,進行了調整,將八個工作站統一用一套PLC控制系統進行控制,突出了可編程控制器在機電一體化的大環境下的優化控制功能,工作站點達到8個之多,進一步加深了對控制要求。BR-MPS-8B綜合了實際工業生產中大量應用到的復雜控制過程的教學培訓裝置,根據現代生產物流系統發展和未來趨勢而專門設計,它以培養學生專業知識應用能力、綜合實踐能力、創新能力為主要目標。
裝置由:1#上料監控站、2#上料搬運站、3#旋轉加工站、4#加工搬運站、5#工件裝配站、6#自動沖壓站、7#物料分揀站、8#分類單元,8大工作站點構成,是一個以現代工業現設備為原型的機電一體化生產線實訓考核裝置。配有人機界面同步監控,組成由單一站點到多個站點自動生產過程。每一個站點能自動工作,控制電壓采用DC24V,控制器安裝于抽屜面板外端,可清晰看到每一次控制器動作時的狀態,電氣元件裝入抽屜內部免受塵污。
主要性能特點:
1.站點模塊化:系統共由8個站點組成,有一套控制系統,控制器與執行電器元件與抽屜嵌入式安裝于抽屜中,外型美觀而便于觀察,具有很好防塵較果。
2.專業廣泛性:MPS囊括了機電一體化學習中電機驅動、氣動、PLC(可編程控制器)、傳感器等多種技術,解決了學生不能在實際生產線上操作訓練的問題,指導教師可以對學生進行從設計、組裝、編程、調試到檢查問題和維護等一系列課題的不同層次的教學培訓;
3.靈活性:整個系統由模塊桌組成,安裝/拆卸方便,便于維護;
4.安全性:系統具有短路保護、急停保護、限位保護、智能保護等各種保護功能,可確保人身與設備安全。
實訓內容:
BR-MPS-8B型 模塊化柔性自動化生產實訓系統提供的是一種綜合應用設計的教學培訓平臺,培訓內容涉及機、電、氣一體化等多種知識。具體內容有:
傳感器應用技術培訓
該系統使用了多種形式的傳感器,有電感式傳感器、光電式傳感器、電磁式傳感器、電容式傳感器、漫反射型傳感器等多種類型傳感器,每一個傳感器連接線均以標記區分、編號、統一的插接頭型式對外與開放式控制器連接。并附帶各個不同傳感器的使用說明書,與接線方式圖。可充分讓學生撐握各個工業傳感器的使用方法、傳感器在系統中的工作方式和使用注意事項。
氣動技術培訓
該裝置上使用了大量的氣動元件,包括多種電控氣動閥、氣缸、氣動夾爪、真空吸盤、真空發生器、過濾調壓閥等。 學員可從中了解各種氣動元件與其它元件之間是如何配合起來進行協調工作。可充分讓學生撐握各個元件的使用方法、了解元件在生產過程中的工作性能和使用過程中的注意事項。
PLC?技術培訓
控制單元:采用了先進的主控S7-300PLC、人機界面、MCGS嵌入式組態軟件等,系統更大程度上的展現了工業現場的工作狀態及現代制造工業的發展方向。
★MCGS嵌入式組態軟件:管理員能夠通過組態監控機中各種組態按鈕方便的控制整個系統的運行、暫停、繼續、停止等;每個站的工作狀態以及工件的材質、顏色等在監控畫面上也能夠清楚的看到。
電氣控制系統培訓
系統其電控部分全部按照工業標準和習慣進行設計,并以附件方式提供全部設計圖紙和說明書。學員可根據設計圖紙在該設備上學習電路原理圖分析、PLC 各I/O 地址查對和新設備電路連線設計分析方法。
機械系統安裝調試培訓
系統可讓各組學員將機械部分進行拆裝, 再按要求將其重新組裝,并且調試至系統可正常,這對提高在校學生動手能力有極大幫助。
電機驅動技術培訓
系統上有多套步進電機及電機驅動器系統,有雙軸和單軸兩種方式,其中還有其它各種電機。各驅動器由PLC I/O數字控制,能讓學員充分學習各種型式的驅動器對于各種電機的特點,各個模塊驅動器都可進行實驗,學員都會得以充分實踐。
系統維護和故障檢測技術培訓
這部分培訓重點介紹機電一體化系統日常維護的內容和方法, 以及系統常見故障分析、排除的方法。
模塊功能簡介:
1、上料監控站
功能簡介:上料檢測單元的主要功能是將工件從回傳上料臺依次送到檢測工位,檢測工件有無。上料檢測單元主要由料斗、回轉臺、導料機構、料盤高度調節機構、工件滑道。(注:該站可配備觸摸屏進行組態控制)
組成部件:旋轉上料裝置、報警裝置、氣源處理組件、電氣控制系統等。.jpg)
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?(上料監控站圖)
站點可進行以下實驗:
光電傳器應用實訓;?????????????? 直流電機正反轉控制實訓
PLC控制自動上料控制實訓;??????? PLC控制手動上料控制實訓;
電氣控制實訓電氣接線控制實訓;???模塊控制PLC編程控制實訓。
觸摸屏組態控制實訓?????????????? 觸摸屏與PLC通訊實訓
控制器各功能指令應用實訓
?
上料搬運站
功能簡介:搬運單元的主要功能是將工件從上料單元搬運到加工單元待料區工位。搬運單元主要由筆形氣缸、平行夾爪氣缸、雙軸氣缸、回轉氣缸等組成。?
組成部件:伸出及提升裝置、旋轉裝置、氣動夾爪、電氣控制系統等。.jpg)
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (上料搬運站圖)
站點可進行以下實驗:
自動啟停控制實訓;???????????????? 旋轉氣缸控制實訓;
氣爪控制實訓;???????????????????? 電磁閥應用實訓;
氣動方向控制回路的安裝;?????????? 氣動速度控制回路的安裝;
氣動系統安裝與調試;????????????????傳感器應用實訓;
電氣控制實訓及其電氣接線控制實訓;??模塊控制PLC編程實訓。
?
旋轉加工站:
功能簡介:加工與檢測單元的主要功能是完成工件的加工(鉆孔、銑孔),并進行工件檢測。供料單元的主要結構組成為四工位回轉工作臺、刀具、升降式加工系統、加工組件等。
組成模塊:旋轉加工裝置、模擬鉆孔裝置、模擬檢測裝置、氣源處理組件、電氣控制系統等。
?.jpg)
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?(旋轉加工站圖)
站點可進行以下實驗:
可進行電機精確定位實訓;?????????? 同步傳送實訓;
直流電機控制實訓;???????????????? 電容式傳感器應用實訓
光電傳感器應用實訓;?????????????? 電磁閥應用實訓;
氣動方向控制回路的安裝;?????????? 氣動速度控制回路的安裝;
模塊控制PLC編程控制實訓;????????模擬鉆孔加工實訓等實訓。
加工搬運站
功能簡介:該站是對上一站加工完畢的物料進行抓取,傳送到下一站進行裝配
任務。當前一站有加工完成信號發出后,直線運動裝置開始向三號站移動,到位后抓取物料,向右開始移動將物料送入下一站。
組成模塊:提升裝置、夾爪裝置、步進直線運動裝置、氣源處理組件。.jpg)
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (加工搬運站圖)
站點可進行以下實驗:
傳感器應用實訓;???????????????? 直線位置控制實訓;
傳感器定位應用實訓;???????????? 電氣接線控制實訓;
氣動方向控制回路的安裝;???????? 氣動速度控制回路的安裝;
氣動系統安裝與調試;?????????????模塊控制PLC編程控制實訓;
步進位置控制項目實訓
工件裝配站:
功能簡介:前站輸送物料過來→傳送帶被三相電機驅動,帶動工件前進→檢料
傳感器感應到工件→推料氣缸將工件推進裝配臺→真空吸盤將吸取的裝配工件放進先前的工件→頂料汽缸頂住上層的裝配工件,汽缸將落下的裝配工件推到裝配臺,同時將裝配好的部件推出,降汽缸將真空吸盤推下,吸盤將裝配工件吸住,升降汽缸上升待下一次的裝配。
組成模塊:吸盤裝置、裝配裝置、傳送帶裝置、氣源處理組件。
?.jpg) ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (工件裝配站圖)站點可進行以下實驗:
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (工件裝配站圖)站點可進行以下實驗:
傳感器應用實訓;???????????????? 真空吸盤控制實訓;
傳感器定位應用實訓;???????????? 帶傳動控制實訓;
自動裝配控制實訓;?????????????? 氣動控制實訓;
模塊控制PLC編程控制實訓;???????真空發生器應用實訓。
?
自動沖壓站:
功能簡介:前站光電感應器感應到有部件到達暫存區→機械手升降汽缸升起,旋轉汽缸左旋到位,伸縮汽缸往前伸出,夾爪夾住部件→伸縮汽缸縮回,定位汽缸伸出,旋轉汽缸回轉到中位,伸縮汽缸前進,升降汽缸下降→鉚接汽缸下壓,完成鉚接任務,鉚接汽缸回位→升降汽缸上升→伸縮汽缸縮回,定位汽缸縮回,旋轉汽缸繼續回轉到右位→升降汽缸下降→夾住放下部件。
組成模塊:壓力機裝置、機械手裝置、氣源處理組件。
?.jpg) ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (自動沖壓站圖)站點可進行以下實驗:
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (自動沖壓站圖)站點可進行以下實驗:
傳感器應用實訓;???????????????? 機械手控制實訓;
沖壓機應用實訓;???????????????? 氣動旋轉控制實訓;
自動順序流程控制實訓;?????????? 氣動控制實訓;
模塊控制PLC編程控制實訓。
物料分揀站:
功能簡介:本站上完成對工件進行分揀,如:(紅、綠、蘭、材質、……)進行一系列分選,將設定不合格工件推出,合格工件繼續向后傳送,經過往返機構暫存等待進入下一站。
組成模塊:皮帶傳送裝置、分揀推料裝置、工件檢測裝置、往返暫存裝置、氣源處理組件。.jpg)
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (物料分揀與暫存站圖)
站點可進行以下實驗:
工件材質區分應用實訓;???????? PLC應用指令實訓
電感式傳感器應用實訓;???????? 物料分揀控制實訓;
皮帶輸送控制安裝;???????????? 工件暫存控制安裝;
氣動系統安裝與調試;?????????? 直流電機控制實訓等實訓項目。
模塊控制PLC編程控制實訓;?????
分類單元:
功能簡介:分類單元的功能是按工件類型分類,將工件推入料倉。分類單元的主要結構組成為直線模組、分類料倉等。
組成模塊:立體式輸送裝置、立體倉庫裝置、工件推出裝置、檢測裝置、氣源處理組件。
?.jpg)
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?(立體倉庫站圖)
站點可進行以下實驗:
兩軸聯動步進電機控制實訓;???????? 脈沖控制實訓;
霍爾開開關應用實訓;?????????????? 步進精度定位控制實訓;
PLC步進控制實訓;???????????????? 機械組裝/安裝及調試實訓;
電氣控制實訓及其電氣接線控制實訓; PLC停電保持功能實訓
模塊控制PLC編程控制實訓。
?
技術指標
輸入電壓:220V/50HZ;
執行驅動電壓:24V/5A;
環境溫度:0-55℃(工作)-20-70℃(保存);
相對濕度:35-85%(無冷凝);
接地:第三種接地;
單站尺寸(mm):400×750×800、共8站,各站尺寸相同;
氣源:0.4Mpa-0.75Mpa;
工作環境:禁止腐蝕性,可燃性氣體接觸,防止導電塵埃。
 售前咨詢熱線
售前咨詢熱線